
A company may be required to conduct a root cause analysis after a bug or defect is discovered in a software program it has released to customers. This approach can be costly and almost always results in customer dissatisfaction. It is necessary to take a proactive approach to identify the possible causes of defects and avoid them.
An organization can avoid rework in software projects by having a well-documented failure mode analysis (FMEA) with solid action plans and implementation. This is regardless of project type (full-cycle development, enhancement, maintenance, or production support). Each case has a process with several steps or activities. FMEA is a tool that can help you identify weak points and pinpoint where they may be going wrong.
How to Do an FMEA Analysis
Three criteria are used to analyse a problem in an FMEA analysis:
- The impact’s severity
- Probability of an occurrence
- The likelihood that the issue will be discovered before it happens
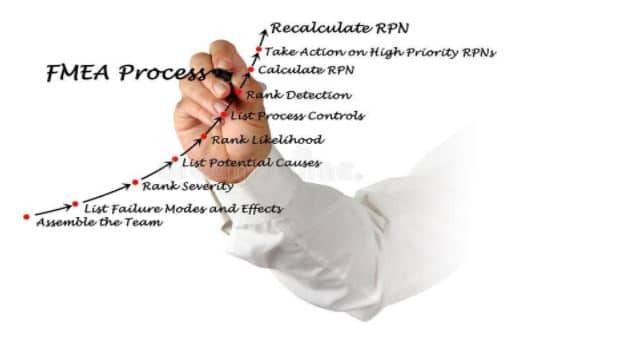
Each criterion can be ranked from 1 to 10 and added together to create a risk priority number (RPN). RPNs can help you prioritize and identify the most critical issues. You mustimmediately address the highest RPNs and develop a plan to reduce their risks. Here is an FMEA example:
| FAILURE MODE & EFFECTS ANALYSIS(FMEA) date: 10/09/2021
Process name: left front seat belt install process number: SY 683 |
|||||||||||||||
|
Three possible failure modes were identified, as you can see. Failure mode number 2 has an RPN value of 432 and is therefore of highest priority for process improvements.
Here are some ways to get started.
Choose The Process That You Would Like to Analyse
First, choose the product or process that you wish to evaluate. FMEA analysis can be very comprehensive, so it is essential to narrow your focus. It’s a good place for you to start if you already know about the issue. To simplify complex processes, you might consider splitting the project into smaller pieces and performing multiple FMEA analysis.
Gather A Team
Next, create a cross-functional team that will help you conduct an extensive analysis. The team members should be directly involved in the analysis. These people could be from sales, design, manufacturing, maintenance, or customer service. To better understand the realities and challenges on the ground, including people who aren’t in managerial roles.
Check Out the Entire Process.
Examine your current process. Identify each component and function. Be specific. Be specific about the purpose and the expectations of your customers.
To help you visualize potential risks and understand the flow of your process, map out your process as it is. It should be available in the cloud to collaborate with your team and ensure that there are no missing components.
Once you have mapped out your process components, you can then document them in your FMEA Diagram.
Brainstorm Potential Failures Modes
Think of all possible ways that the process might fail. These are known as failure modes. What are the potential risks? What could happen if a component fails or malfunctions?
Remember that failures in one component can lead to failures in another.
Consider The Potential Consequences of Each Failure.
Think about the potential failures and how they could impact the final product or the next steps. You can develop great solutions to avoid these potential problems by thinking deeply about them.
Determine The Severity of Each Failure
FMEA rates the three criteria for assessment on a scale from 1 to 10. The severity is the first criterion.
Each failure mode should be reviewed and assigned a number according to how severe the problem is. 1 is considered insignificant, while 10 catastrophic. These rankings can be added to the FMEA diagram.
Rank Occurrence
Next, rank the likelihood of each failure mode occurring. You will assign a number between 1 and 10, 1 being the least likely, ten being the most likely. These rankings should be added to the FMEA table.
Deception Ranking Assigned for Each Mode of Failure or Effect
How likely is it that the failure will be detected before it happens? A score of 1 means you have great control, whereas a score of 10 would indicate that you have very weak or no control.
Calculate The RPN
You can multiply the ranks of each criterion that has been ranked and listed in your FMEA table to calculate the risk priority number.
RPN = Severity x Occurrence + Detection
The RPN will help you to prioritize the most pressing failures so that you can develop a strategy of action.
Recommendations and Actions To Be Taken
Once you have identified and ranked your failures, it is easy to identify which areas need improvement and what actions should be taken. This could mean that you need to change the product or process design or adjust the controls and measures to reduce risk and detection.
These are the objectives of your specific action plan:
- Wherever possible, eliminate failure modes.
- Reduce failures and their severity
- Improved detection of failure modes (i.e., improving controls)
Note your plans as you draw them. Also, make sure to note the FMEA sheet and which members of your team are responsible for each one. Note the results of these actions and calculate the RPN again to evaluate your progress and impact.